Ваша корзина пуста Вы еще не добавили ни один товар в корзину
Корзина
Очистить корзину







Роботизированная сварка - это процесс автоматической сварки, при котором металлические детали соединяются вместе посредством сплавления металла за счет высокой температуры. При сварке роботом сварочный аппарат не управляется вручную рабочим, он управляется программой робота. Рука робота свободно перемещается в ячейке и может выполнять сварку в труднодоступных местах.
Сварочный робот в первую очередь используется, когда необходима высокая точность и качество сварных швов, а также производительность процесса. Несмотря на то, что сварочный робот изначально должен быть запрограммирован, этот процесс в настоящее время занимает минимально короткое время, в связи с чем процесс тех. переналадки занимает значительно сокращается.
Роботизированная сварка особенно важна при производстве серийных заказов. Однако даже с небольшими сериями роботизированная сварка уже может быть выгоднее в сравнении с ручной сваркой. При больших, повторяющихся заказах на работу в массовом производстве металлических деталей, автоматическая сварка роботами подходит больше всего. В дополнение к экономическим преимуществам роботизированная сварка также гарантирует максимальную точность сварных швов, которую не смогли бы достичь даже опытные сварщики.
Применение сварочных роботизированных помощников в производстве уже стало важнейшим фактором конкурентоспособности предприятий. Гораздо выгоднее передать часть работы автоматизированным помощникам, ведь это ускоряет технологический процесс, экономит ресурсы и позволяет наладить крупное конвейерное производство.
Один робот для сварки способен заменить целый штат специалистов, при этом он обладает высочайшей квалификацией и способен бесперебойно работать даже в самых тяжелых условиях.
Промышленный сварочный робот обладает следующими преимуществами:
 | Лазерный источник Raycus Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов. |
 | Рука-манипулятор ER25-1800 Подвижная часть робота, состоящая из нескольких сочленений. Манипулятор - это специалист высшей категории, причем он умеет “обучаться” с помощью оператора. Машина способна хранить в программном обеспечении информацию о ранее совершаемых операциях и таким образом значительно упрощать настройку. Манипулятор крепится на стационарную платформу. Сварочная голованаходится на конце кисти манипулятора. Может использоваться в операциях по обработке, сборке, шлифовке, полировке, обрезке заусенцев и т.д. |
 | Шкаф управления Отвечает за организацию работы. Имеет отсек для хранения лазерного источника. |
 | Устройство подачи проволоки Система подачи проволоки отвечает за стабильную подачу проволоки во время сварки. Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать. Можно включить/отключить подачу и вручную регулировать длину проволоки. |
 | Водяной чиллер Система охлаждения с двойным фреоновым контуром, обеспечивает постоянное поддержание оптимально-рабочей температуры иттербиевого источника в заданном эксплуатационном диапазоне. |
 | Пульт дистанционного управления (тичейнг пендент) Позволяет управлять роботом на расстоянии. Может использоваться для выполнения различных команд, таких как запуск, остановка, перемещение и т.д. Оснащение 8-дюймовым сенсорным TFT ЖК-дисплеем с разрешением 1024x768, кнопкой аварийной остановки, переключателем режимов (автоматический, ручной медленный, ручной полный), 28 плёночными кнопками, трёхпозиционным переключателем режимов и одним портом USB 2.0 для импорта/экспорта файлов и обновлений. |
 |  |  |
 |  |  |
 |  |
 |  |  |
 |  |  |
 |  |
| Оптическая конфигурация | Источник лазерного излучения | Raycus |
| Мощность лазера, Вт | 3000 | |
| Срок службы, моточасы | 100 000 | |
| Длина волны, Нм | 1080±5 | |
| Диаметр лазерного луча, μm | 50μm | |
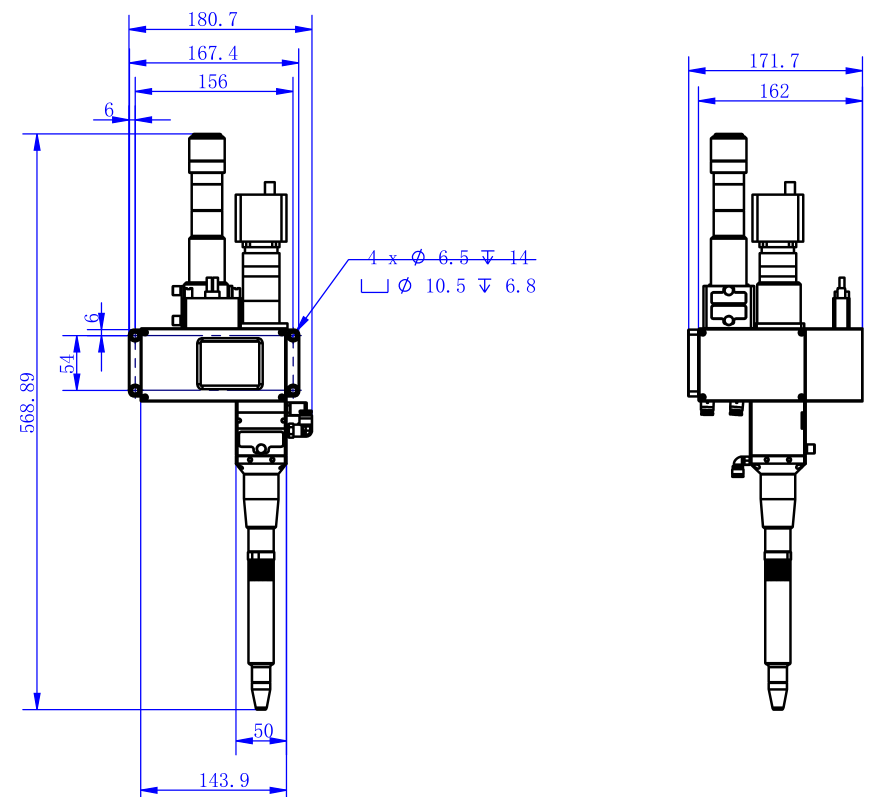
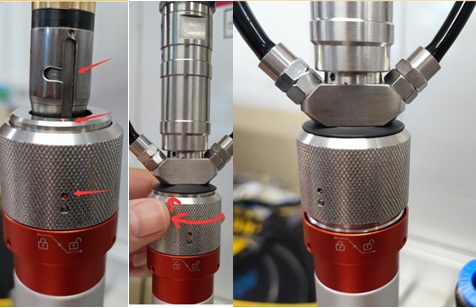
| Сварочная голова | ZBTK SW3000S | |
| ЛЦУ (красная точка) | есть | |
| Манипулятор | ||
| Радиус досягаемости, мм | 1850 | |
| Количество осей, шт | 6 | |
| Максимальный вес, кг | 25 | |
| Точность позиционирования, мм | ±0,05 | |
| Вес манипулятора, кг | 175 | |
| Степень защиты | IP54/IP67 | |
| Степень защиты (шкаф управления) | IP20/IP54 | |
| Сервопривод | AC | |
| Температура, ℃ | 0-45 | |
| Влажность (без конденсации), % | ≤80 | |
| Ускорение, м/с² | 4,9 (< 0,5 G) | |
| Движение оси 1, ° | ± 170 | |
| Движение оси 2, ° | +77/-160 | |
| Движение оси 3, ° | +165/-85 | |
| Движение оси 4, ° | ±190 | |
| Движение оси 5, ° | ±130 | |
| Движение оси 6, ° | ±360 | |
| Макс. скорость движения оси 1, °/сек | 220 | |
| Макс. скорость движения оси 2, °/сек | 180 | |
| Макс. скорость движения оси 3, °/сек | 200 | |
| Макс. скорость движения оси 4, °/сек | 360 | |
| Макс. скорость движения оси 5, °/сек | 360 | |
| Макс. скорость движения оси 6, °/сек | 410 | |
| Макс. крутящий момент оси 4, Hm | 50 | |
| Макс. крутящий момент оси 5, Hm | 50 | |
| Макс. крутящий момент оси 6, Hm | 30 | |
| Макс.момент инерции оси 4, кг/м 2 | 2,2 | |
| Макс.момент инерции оси 5, кг/м 2 | 2,2 | |
| Макс.момент инерции оси 6, кг/м 2 | 1,5 | |
| Общие характеристики | Импульсный источник питания | HF |
| Устройство охлаждения | Водяной чиллер | |
| Потребляемая мощность, кВт | 13 | |
| Напряжение, В | AC380 | |
| Ток, A | 31 | |
| Вес (шкаф + робот + основание робота, без учета сварочной платформы), кг | 700 |