Ваша корзина пуста Вы еще не добавили ни один товар в корзину
Корзина
Очистить корзину


 | Сварная станина из труб Станина сварена из высококачественных труб и подвержена высокотемпературному отжигу, значительно повышающему ее прочность, твердость, износостойкость. Характеризуется большим весом, прочностью и надежностью. |
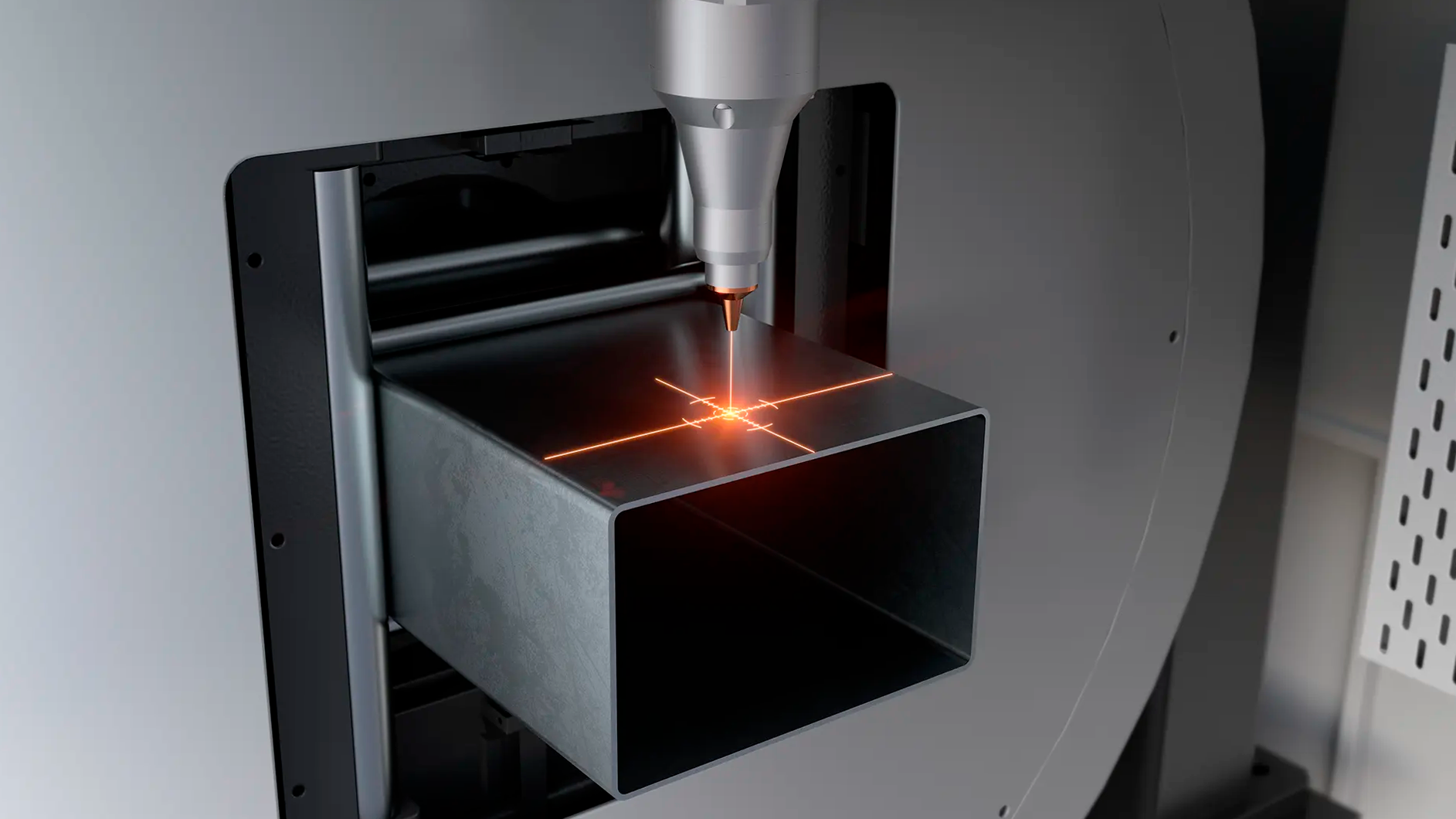
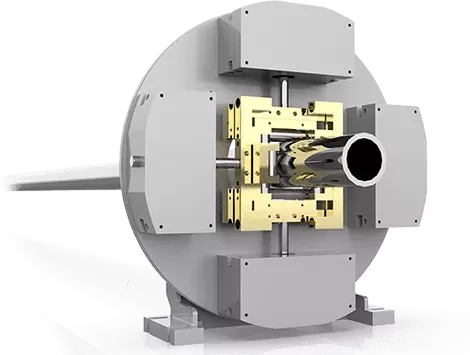 | Пневматические зажимные патроны В 2 ~ 3 раза быстрее, чем традиционные электрические патроны. Автоматическая регулировка под диаметр обрабатываемых труб. Для синхронизации вращения переднего и заднего патронов используется двухсторонний привод. Труборез позволяет раскраивать металлические трубы квадратного, круглого, овального и D-образного сечения, а также позволяет резать полосу, профиля П-, L-, U- образной формы, диагональю 10 - 160 мм. Механизм автоматической поддержки труб разработан для облегчения и улучшения работы с длинными и тяжелыми трубами. |
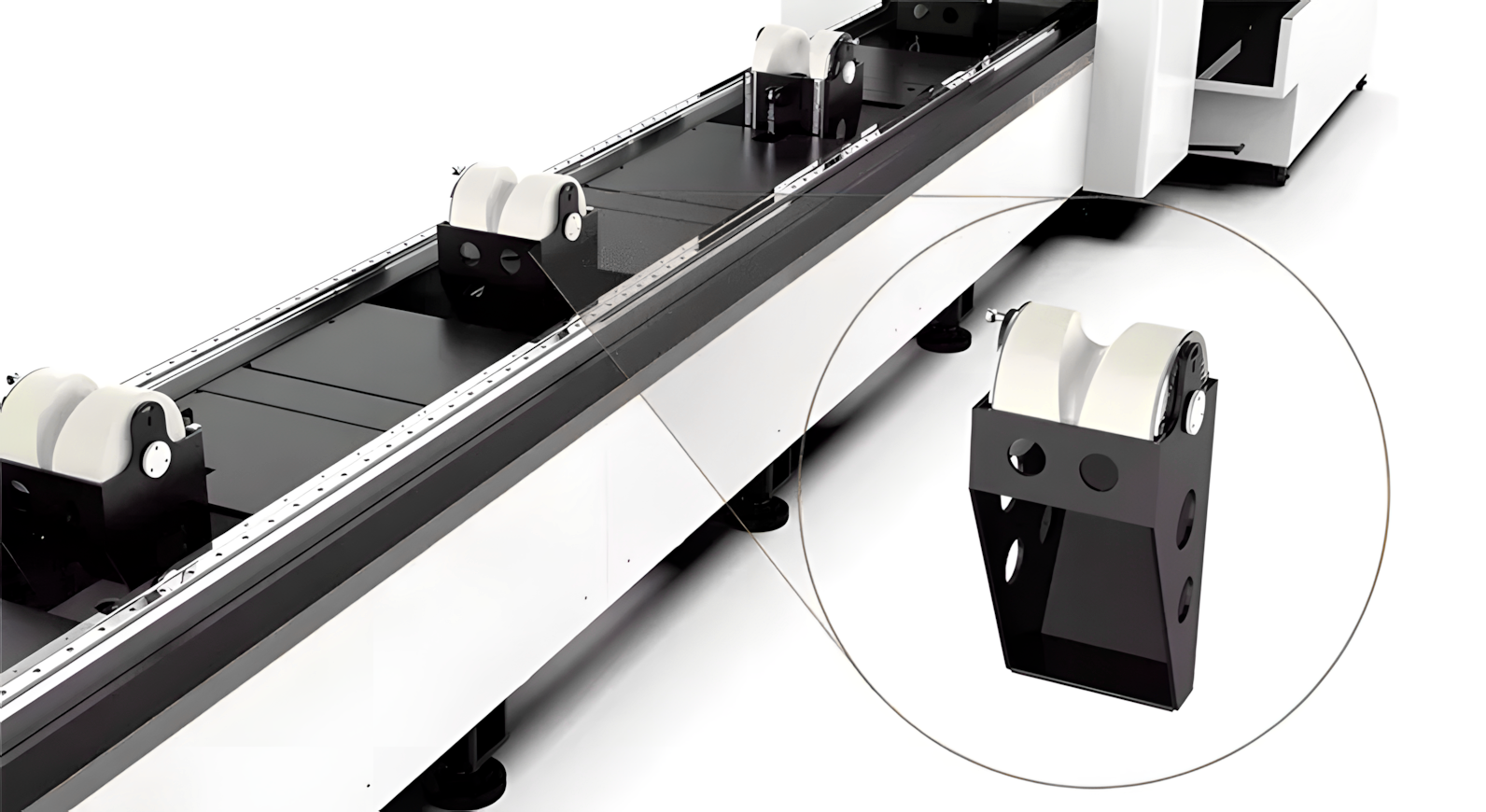 | Автоматическая система поддержки трубы Механизм автоматической загрузки и поддержки труб разработан для облегчения и улучшения работы с длинными и тяжелыми трубами. Подходит для труб диаметром 10-160 мм. Вращается на 360 градусов. Автоматическое перемещение вверх-вниз в зависимости от размера обрабатываемых труб контролируется компьютером. |
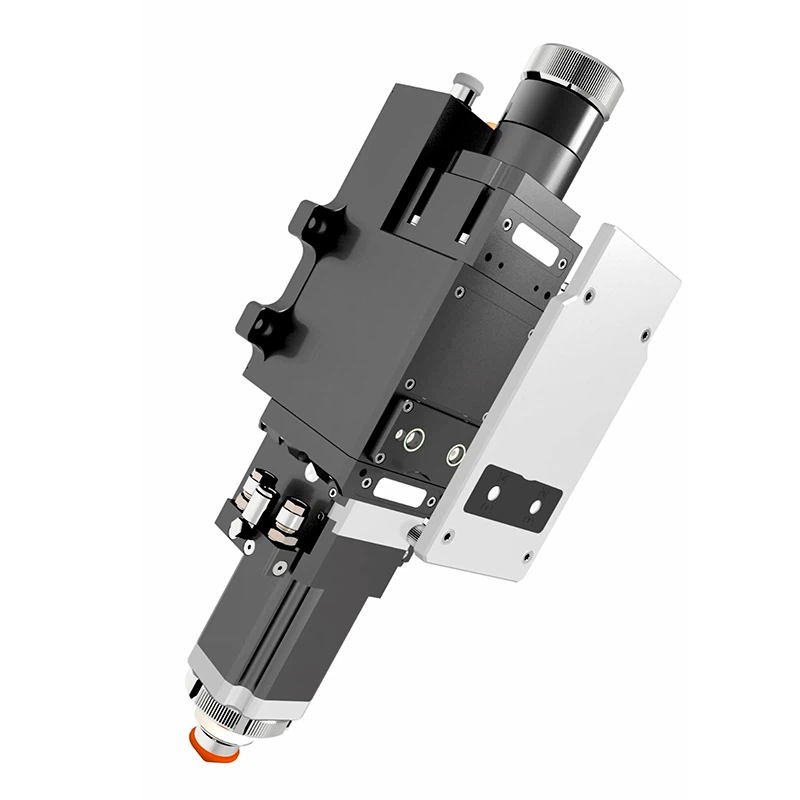 | Режущая голова с автофокусом BOCI BLT310 BLT310 представляет собой высокоэффективную интеллектуальную головку для лазерной резки, разработанная компаниями BOCI и Friendness для использования с лазерами небольшой и средней мощности. Имеет конструкцию, предназначенную для предотвращения столкновений. В режиме реального времени осуществляет мониторинг выходного потока газа в процессе резки.
|
 | Лазерный источник Raycus Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов. |
 | Сервоприводы VEICHI Veichi является инновационной компанией в области промышленной автоматизации, имеет сильную команду разработчиков и поддерживает крепкие связи с известными университетами и исследовательскими институтами. В настоящее время Veichi принадлежит более 110 патентов в области интеллектуальной собственности и промышленных технологий, многое из которых являются ключевыми в отрасли.
|
 | Пропорциональный клапан Aventics Высокоэффективный и экономичный пропорциональный клапан с цифровым управлением, который идеально подходит для регулирования давления. Отличается компактным размером и простой в использовании модульной конструкцией. Клапан имеет низкое энергопотребление и малое время отклика. |
 | Автоматическая система смазки Все подвижные механизмы станка закрыты защитными кожухами для предотвращения попадания крупно и мелкодисперсной металлической пыли. Для удобства эксплуатации лазерный комплекс оснащён централизованной системой автоматической смазки. Система подаёт смазывающую жидкость в подвижные элементы с заданным давлением и интервалом. |
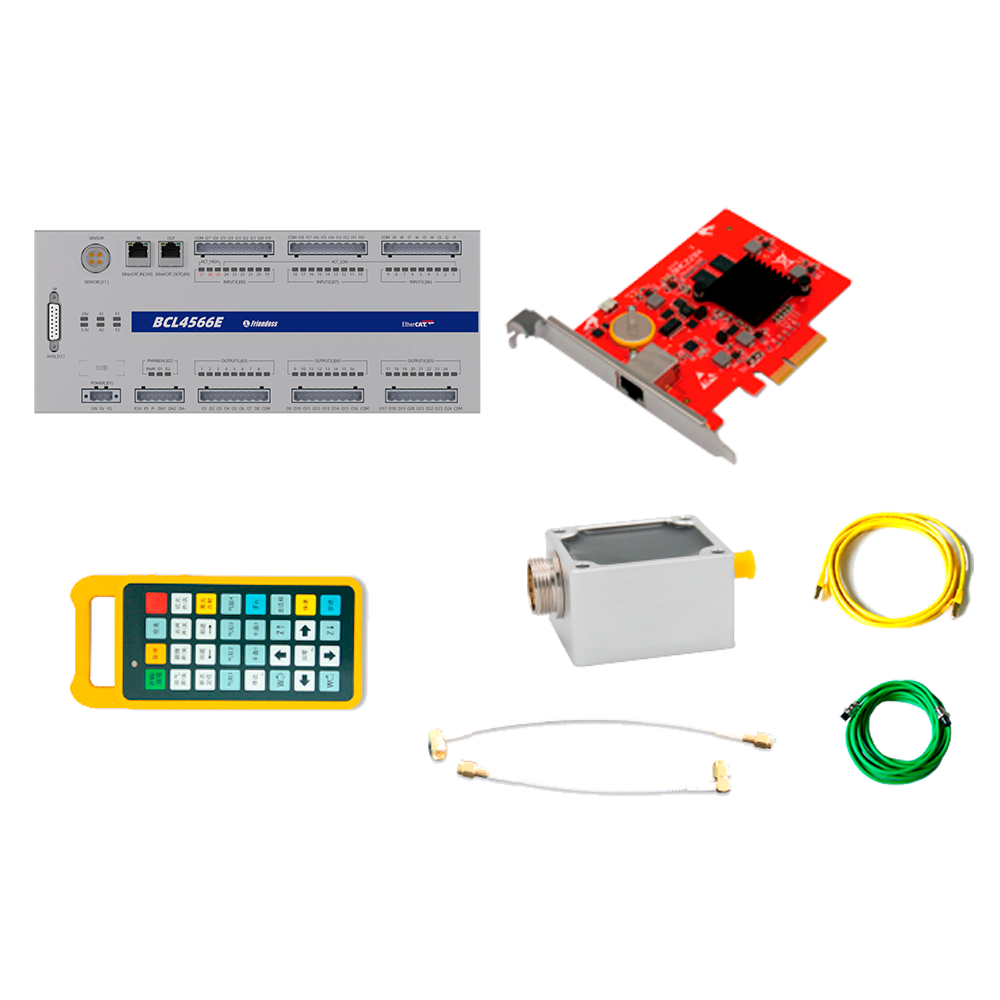
 | Интеллектуальная система ЧПУ Простая в эксплуатации даже для новичков. Поддержка множества видов графических файлов, включая DXF, PLT, DWG, AI, G-code, IGS (резка труб). Поддержка нескольких языков. Сигнализация низкого давления вспомогательного газа и ошибок резки. Сигнальная лампа безопасности. |
 | Дистанционный пульт управления Позволяет оператору выполнять наиболее востребованные действия, не подходя к ЧПУ. Запуск/остановка программ, обратный ход, увеличение/уменьшение фокусного расстояния, изменение скорости подачи. Позволяет сократить время позиционирования режущей головы на 30%. Дает возможность контролировать раскрой и оперативно реагировать при необходимости. |
 | Водяной чиллер Hanli/S&A Автоматический чиллер для охлаждения излучателей лазерных станков. Этот чиллер имеет большую мощность, что позволяет непрерывно охлаждать лазерную систему. Регулировка температуры осуществляется в автоматическом режиме. |
 | Электронные компоненты Siemens Siemens предлагает компонентную базу для систем автоматизации, электроприводов и распределения электроэнергии. Решения отличаются высокой надёжностью, совместимостью с промышленными системами и длительным жизненным циклом, что делает их подходящими для сложных инженерных применений. |
 | Система вытяжки Система вытяжки оснащена центробежным вентилятором мощностью 1,5 кВт, обеспечивающим высокоэффективное локальное удаление дымов и пыли из зоны лазерной резки. |
 | Полуавтоматическая погрузка Предназначена для погрузки обрабатываемых труб в зону резки. Ее управление осуществляется при помощи программно-логического контроллера (PLC). Максимальное количество загружаемых труб составляет 7 шт. Обладает возможностью загрузки круглых, квадратных и прямоугольных труб длиной до 6 метров. |
| Модель |  Круглая труба Круглая труба | 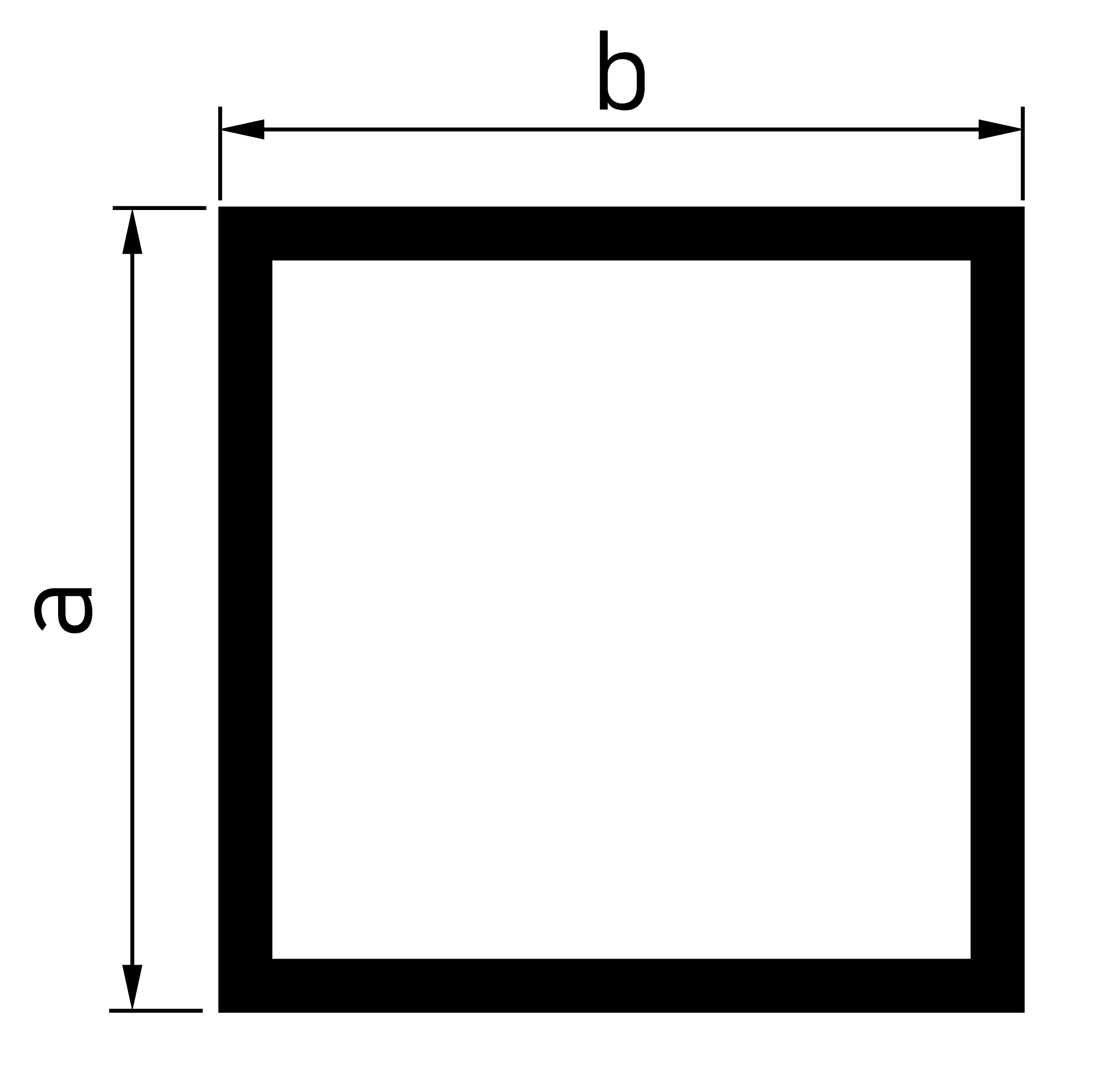 Квадратная труба Квадратная труба | 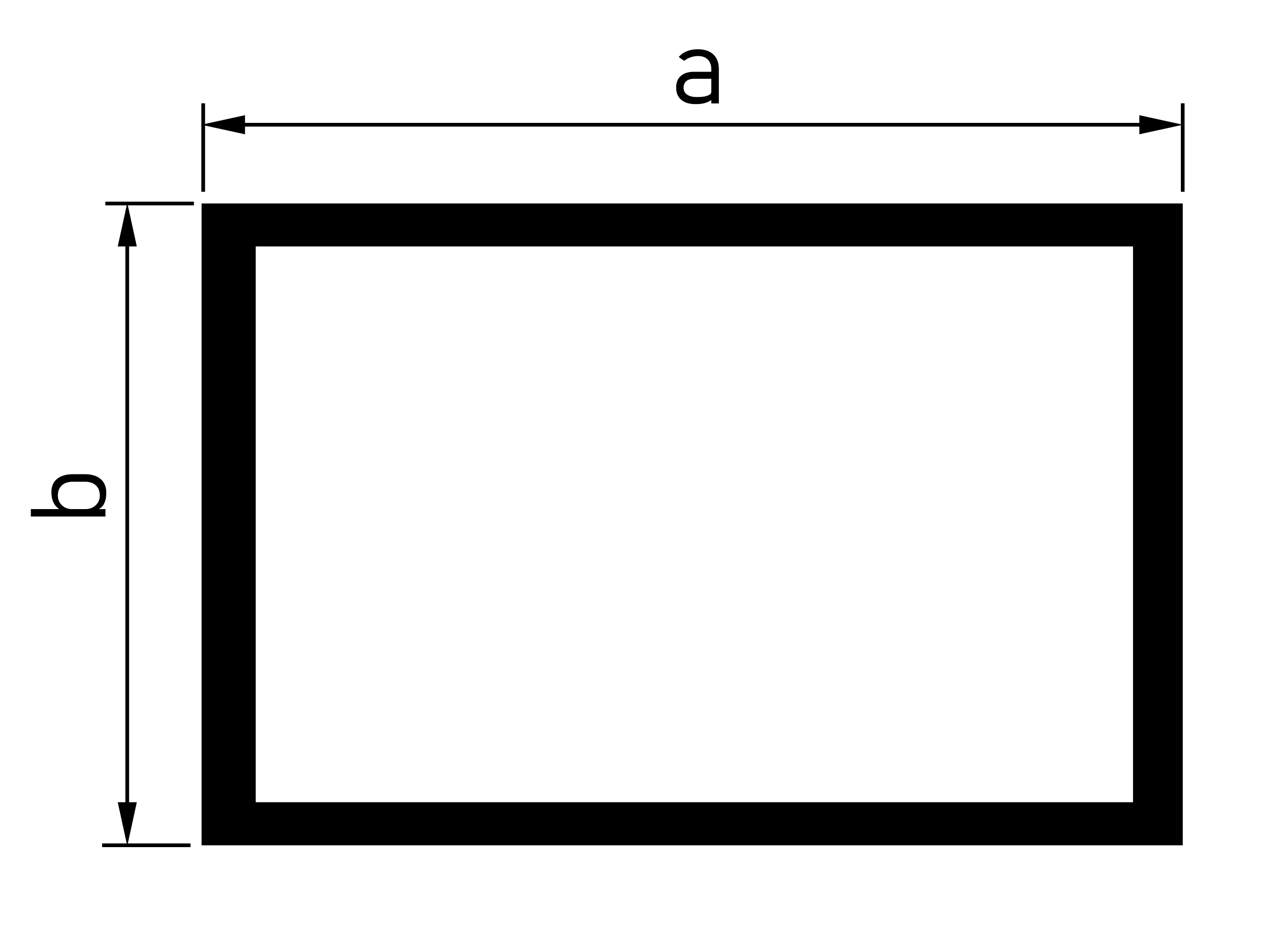 Прямоугольная труба Прямоугольная труба | 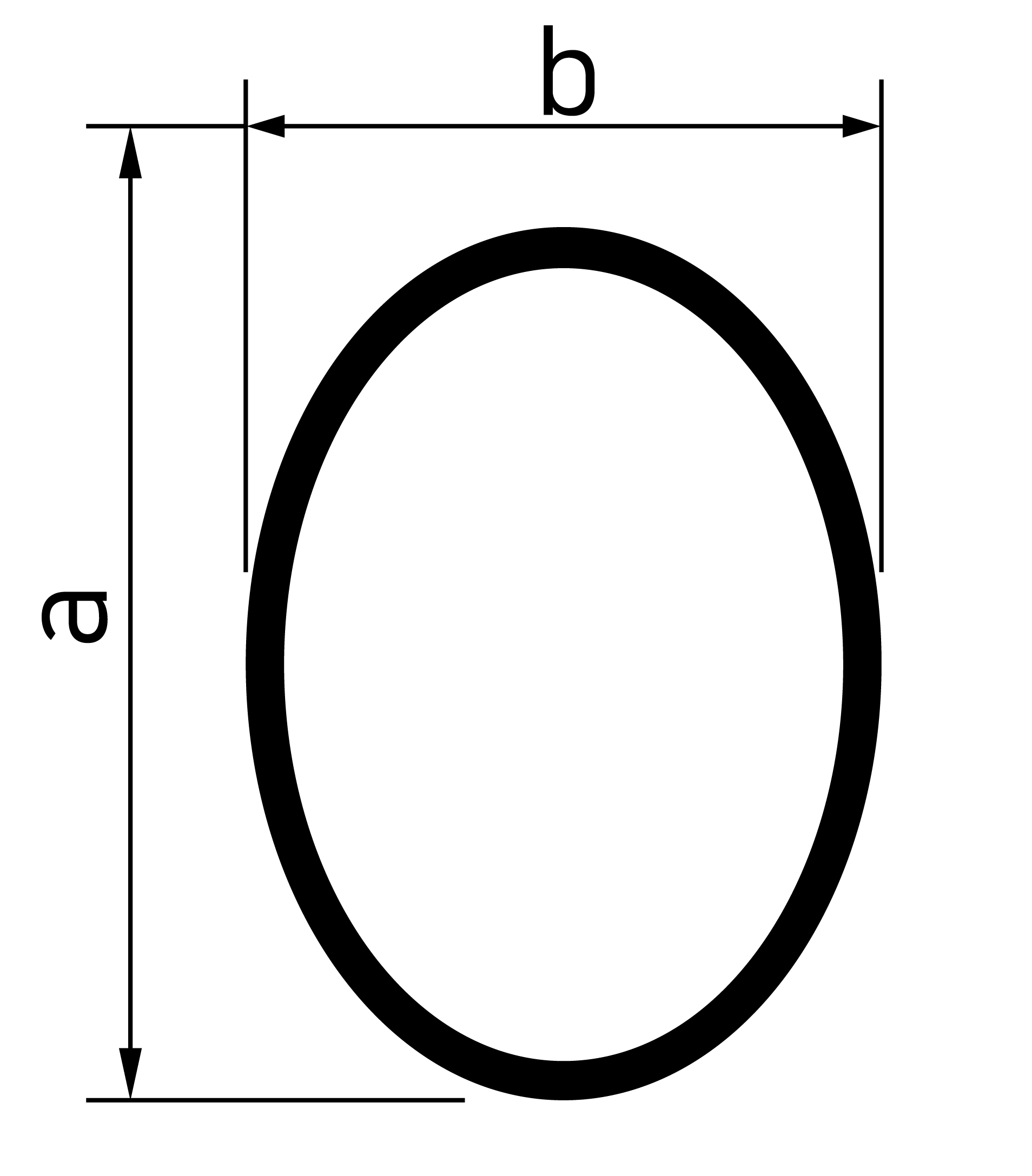 Овальная труба Овальная труба | 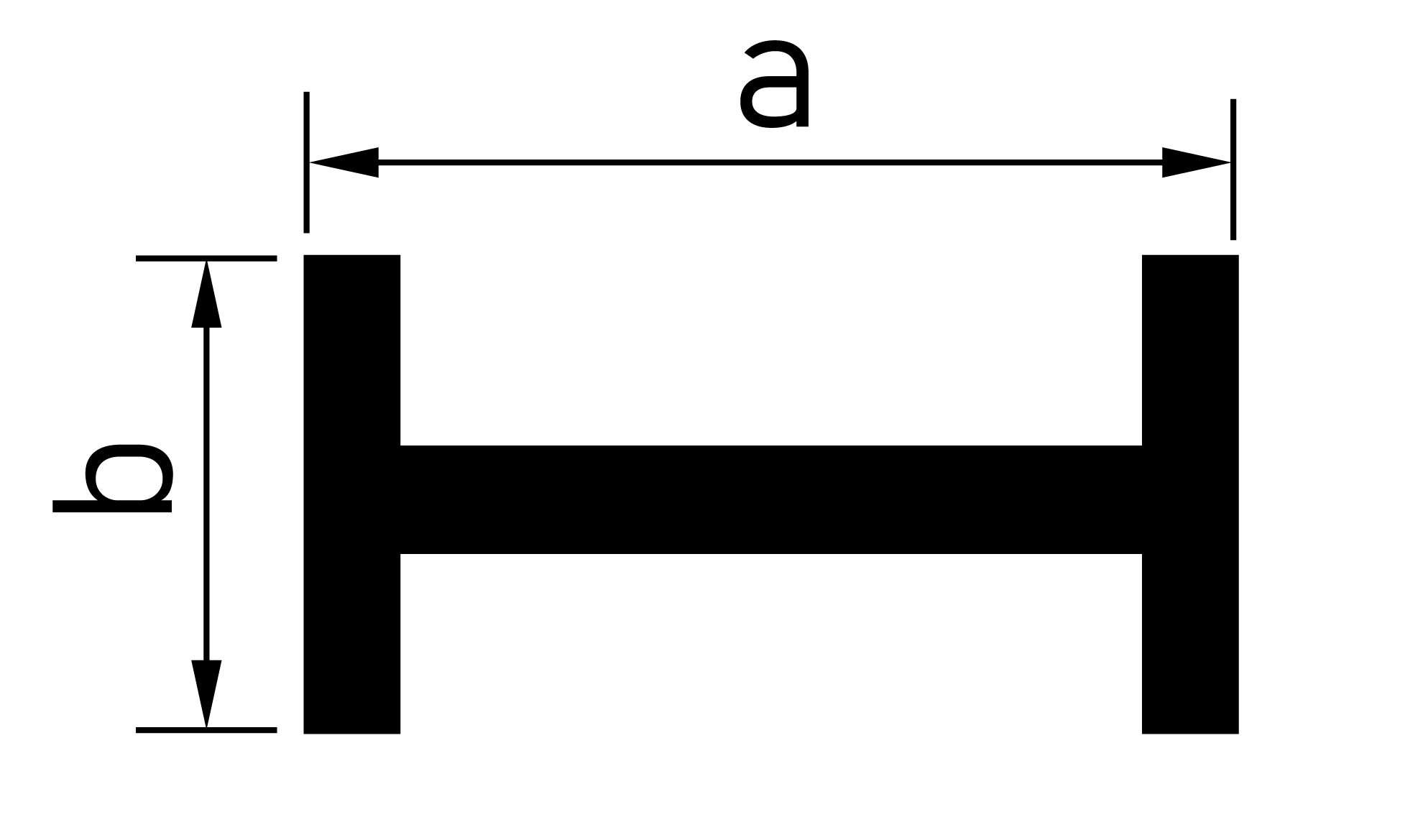 H / двутавр H / двутавр | 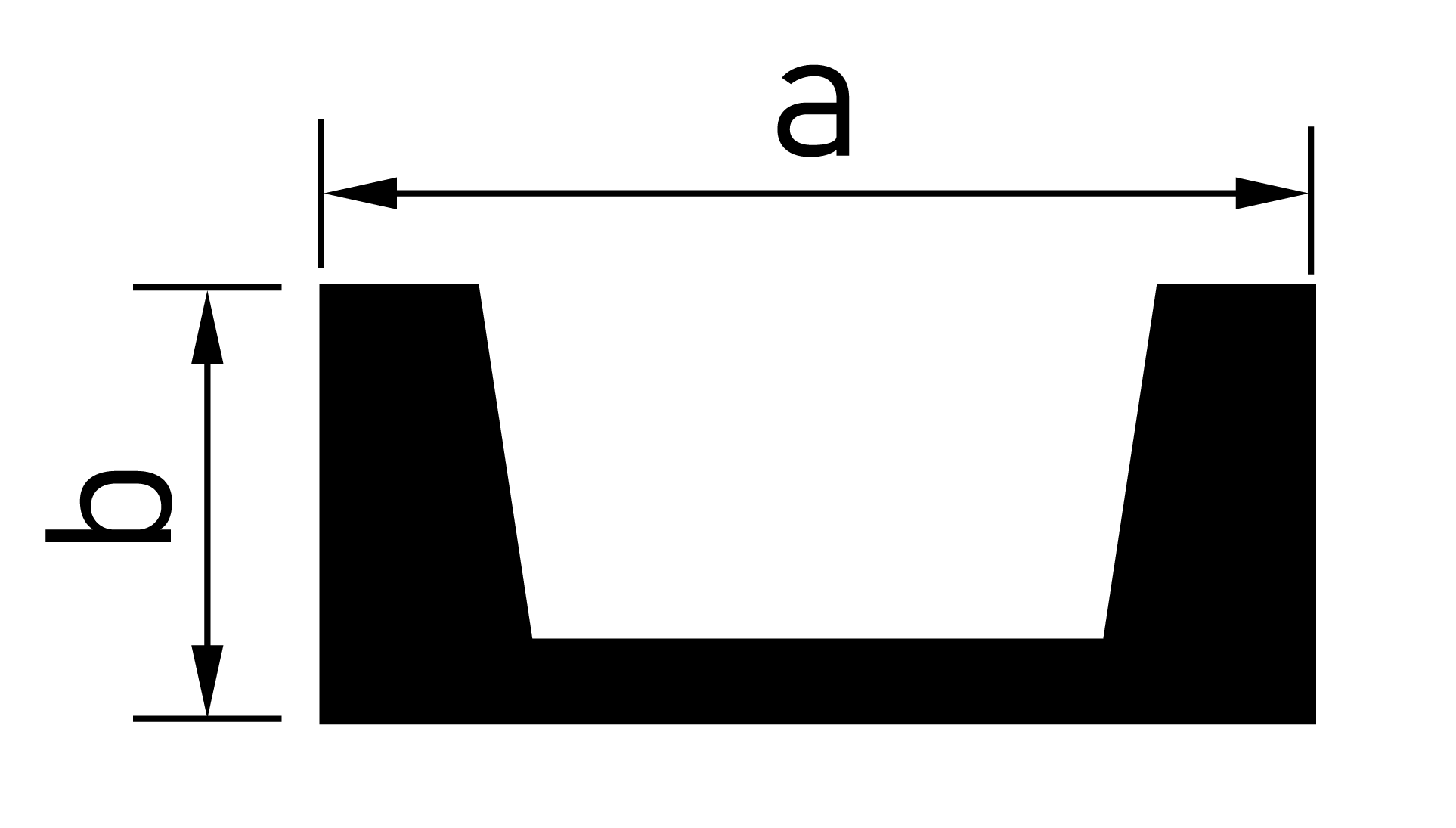 Швеллер Швеллер | 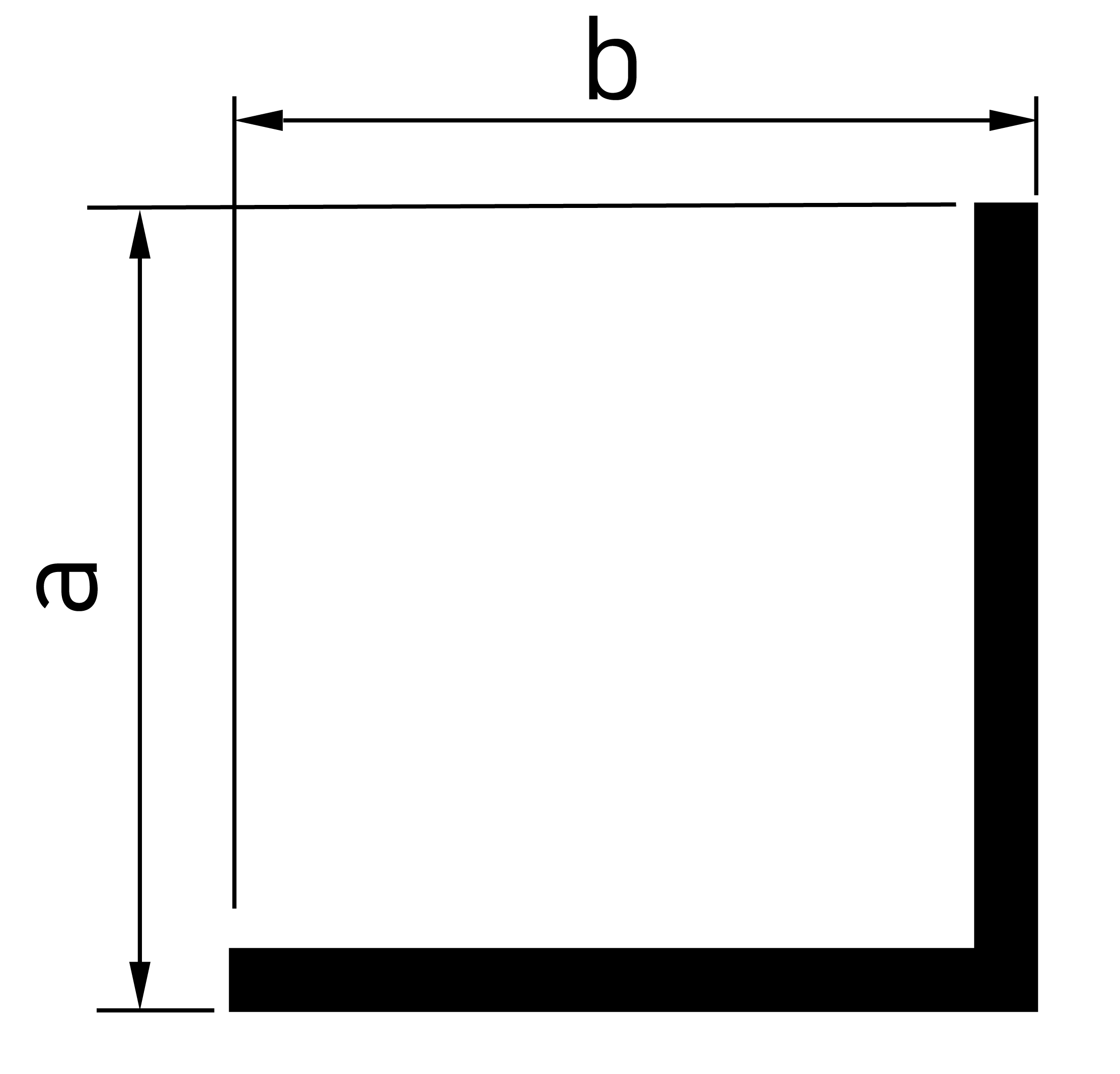 Равнополочный уголок Равнополочный уголок | 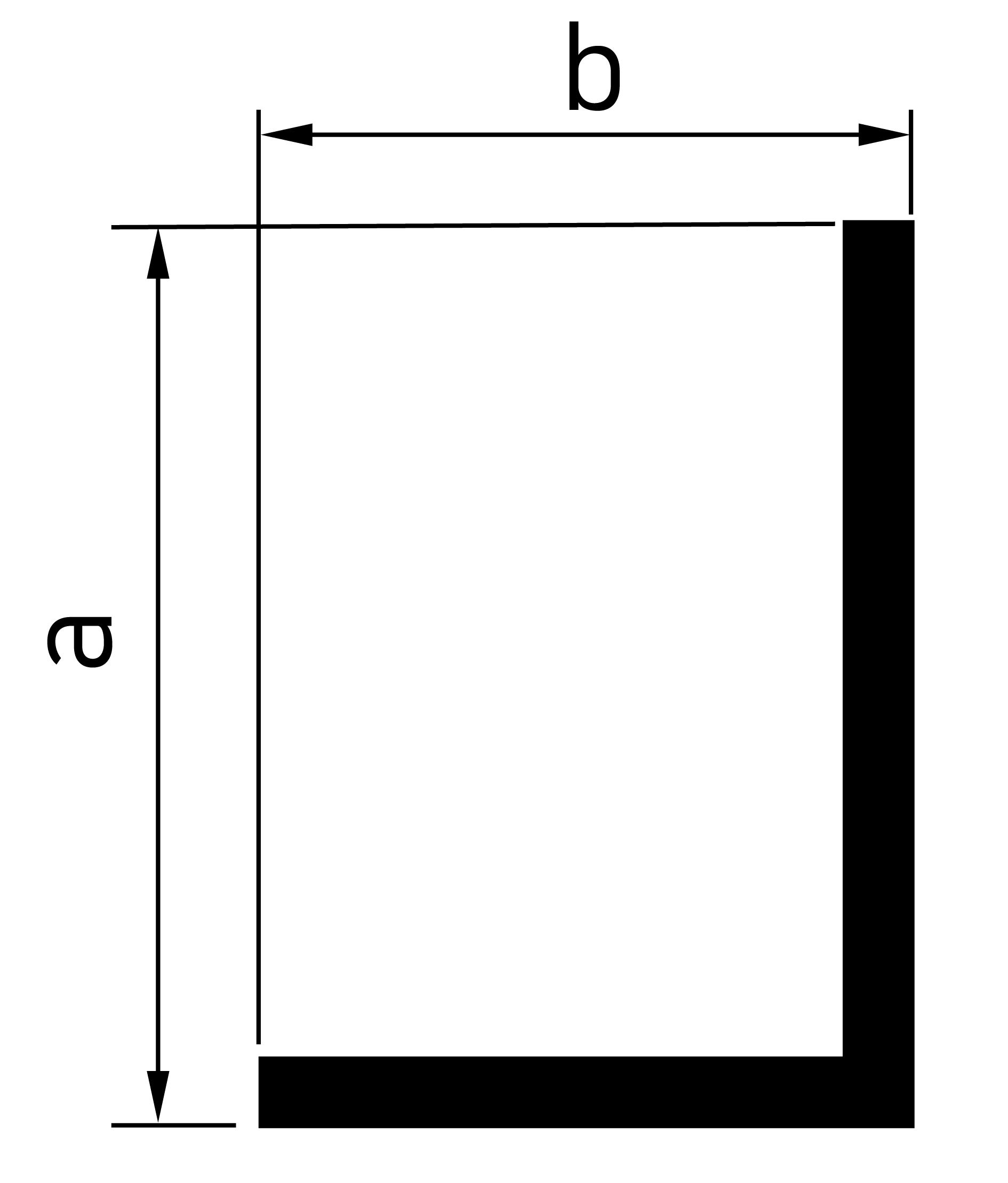 Неравнополочный уголок Неравнополочный уголок | 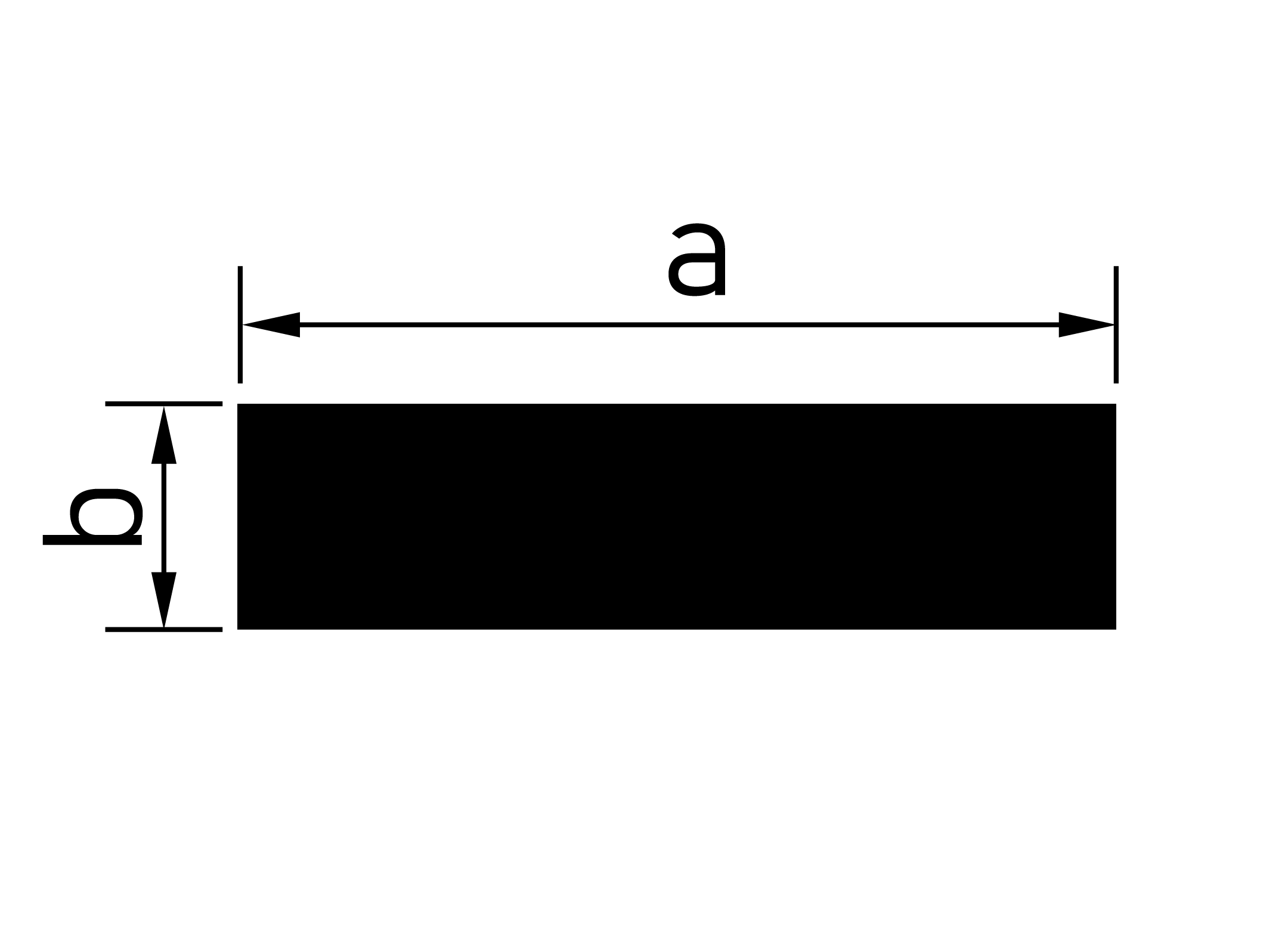 Полоса Полоса |
|---|---|---|---|---|---|---|---|---|---|
| Остаток трубы | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм |
| Остаток с фаской | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм |
| T160 | a:10-160мм | a:10-160мм | a:10-160мм b:10-160мм | a:10-160мм b:10-160мм | ≤15 a:10-150мм b:10-150мм | ≤15 | a:10-150мм b:10-150мм | a:10-150мм b:10-150мм | a:10-160мм b:10-160мм |
| T240 | a:10-240мм | a:10-240мм | a:10-240мм b:10-240мм | a:10-240мм b:10-240мм | ≤22 a:10-220мм b:10-220мм | ≤22 | a:10-220мм b:10-220мм | a:10-220мм b:10-220мм | a:10-240мм b:10-240мм |
| T360 | a:20-360мм | a:20-360мм | a:20-360мм b:20-360мм | a:20-360мм b:20-360мм | ≤34 a:20-340мм b:20-340мм | ≤34 | a:20-340мм b:20-340мм | a:20-340мм b:20-340мм | a:20-360мм b:20-360мм |
 | |||||||||
| Модель | 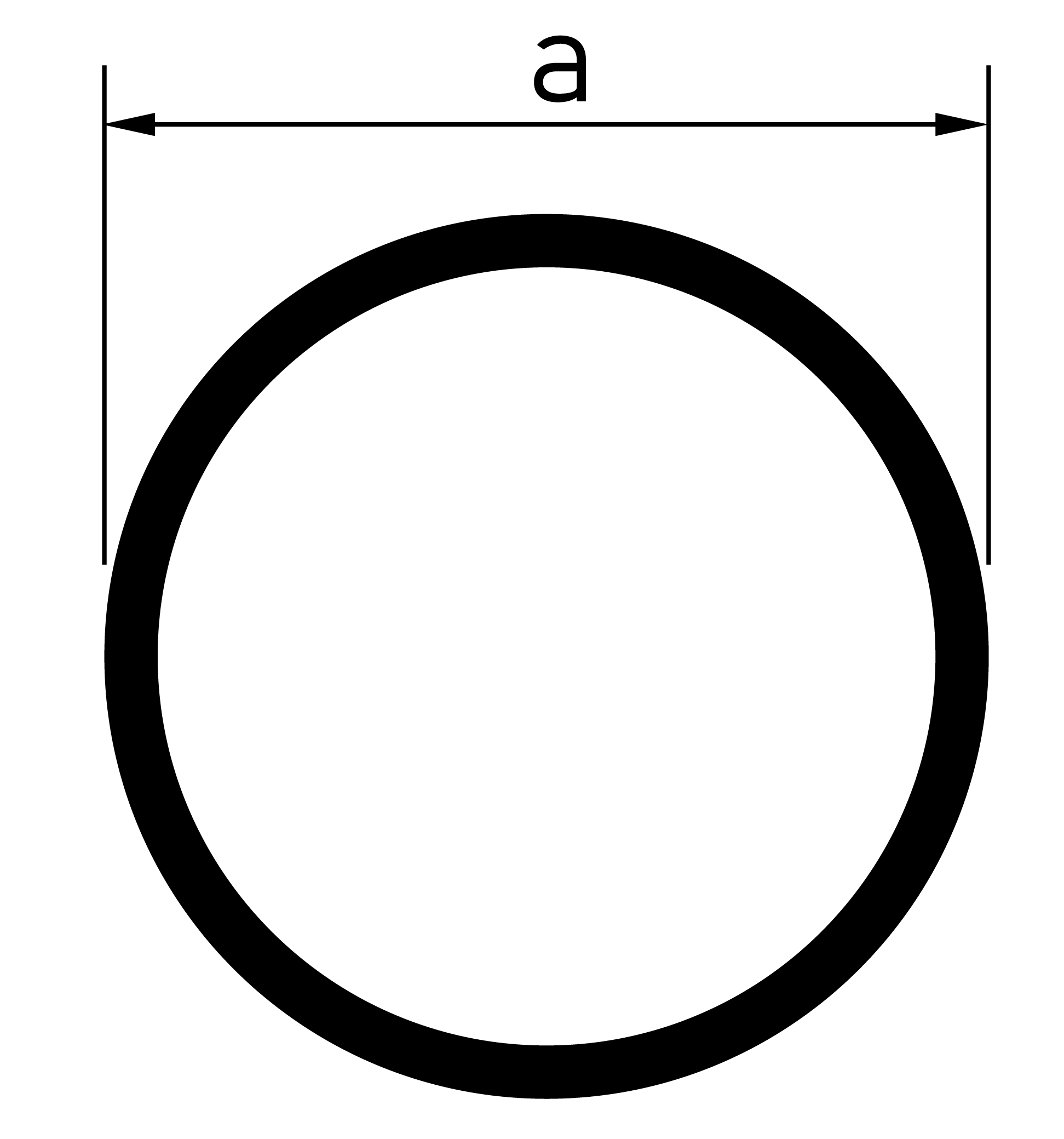 Круглая труба Круглая труба | 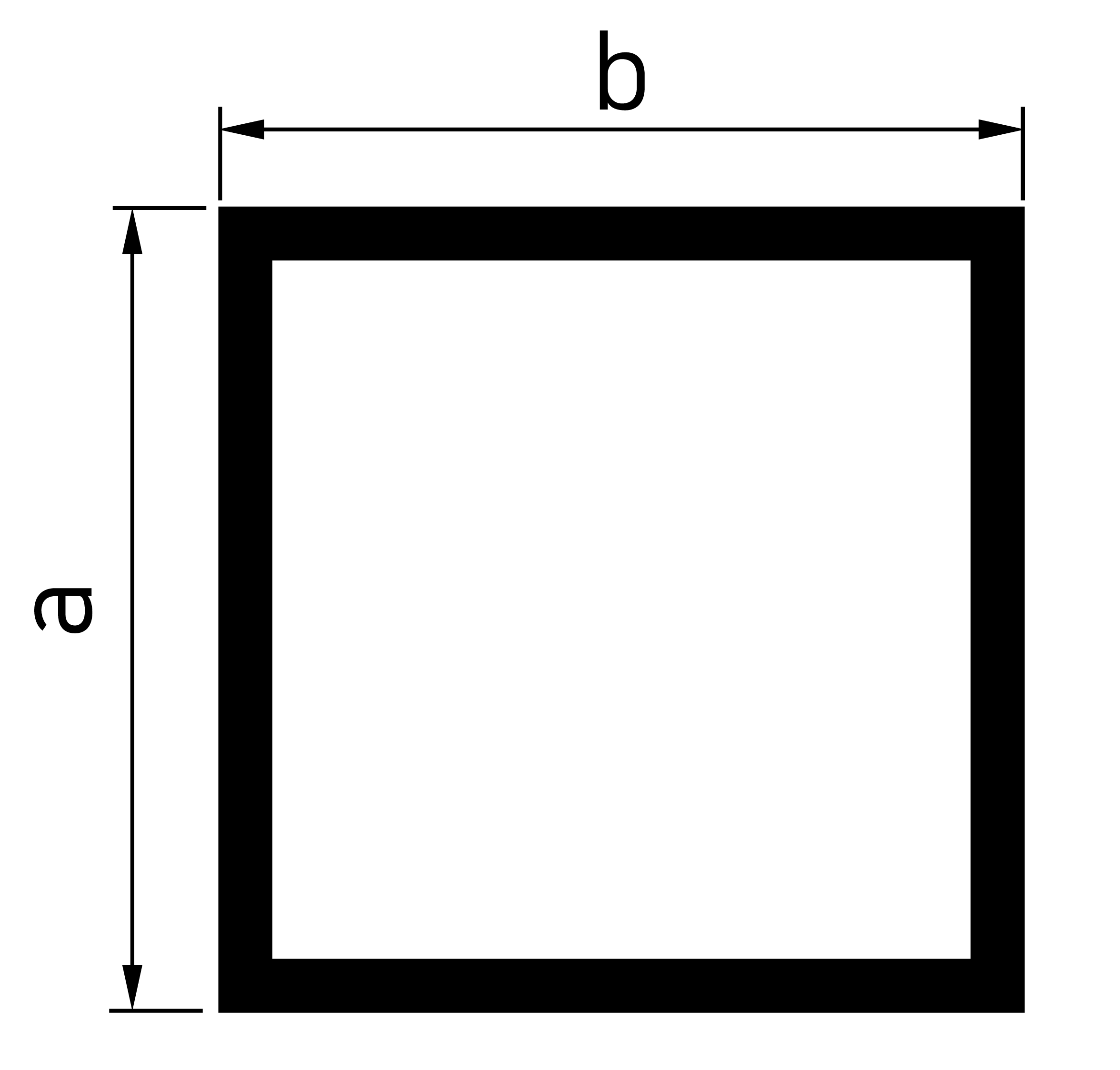 Квадратная труба Квадратная труба | 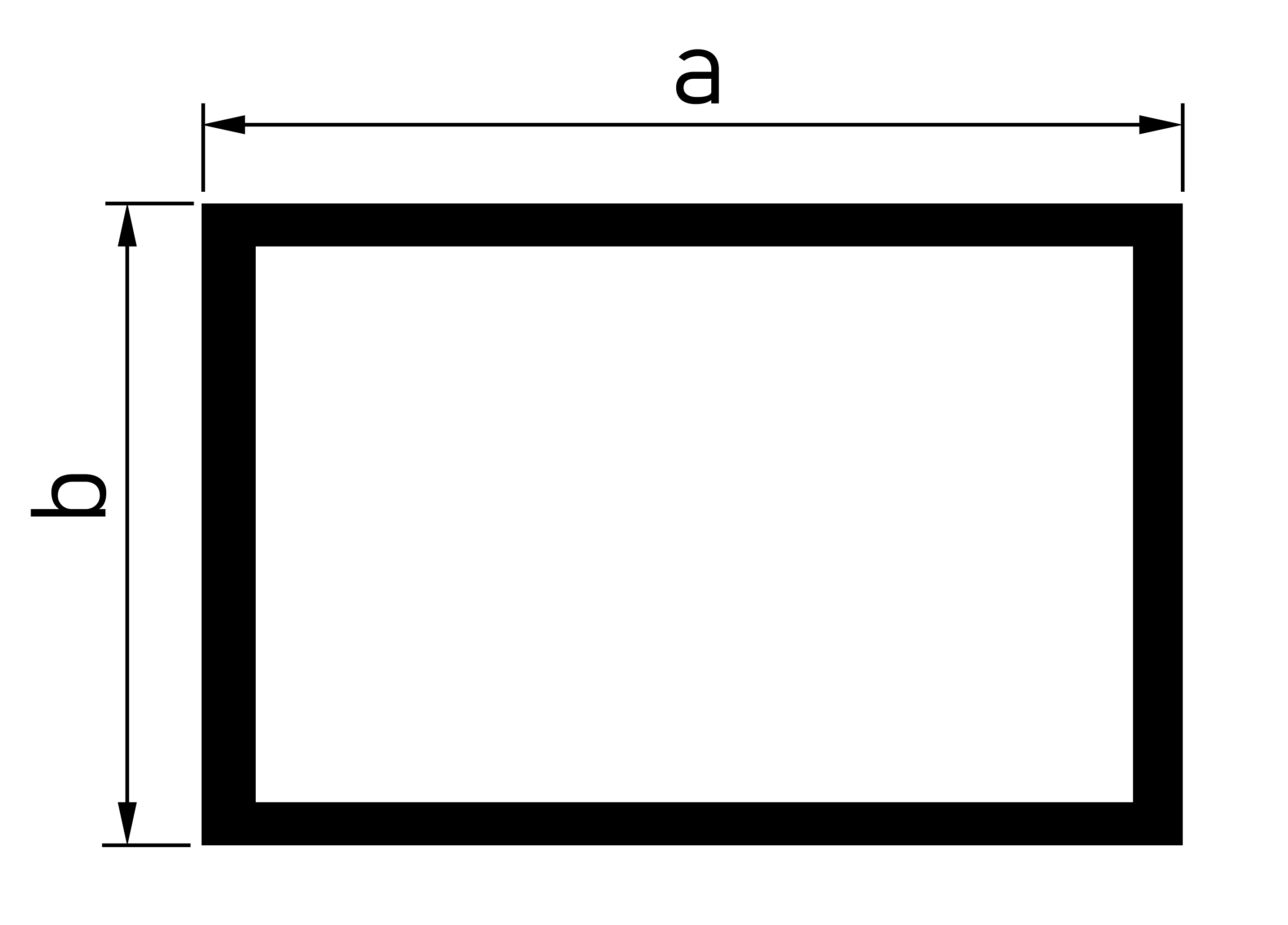 Прямоугольная труба Прямоугольная труба | 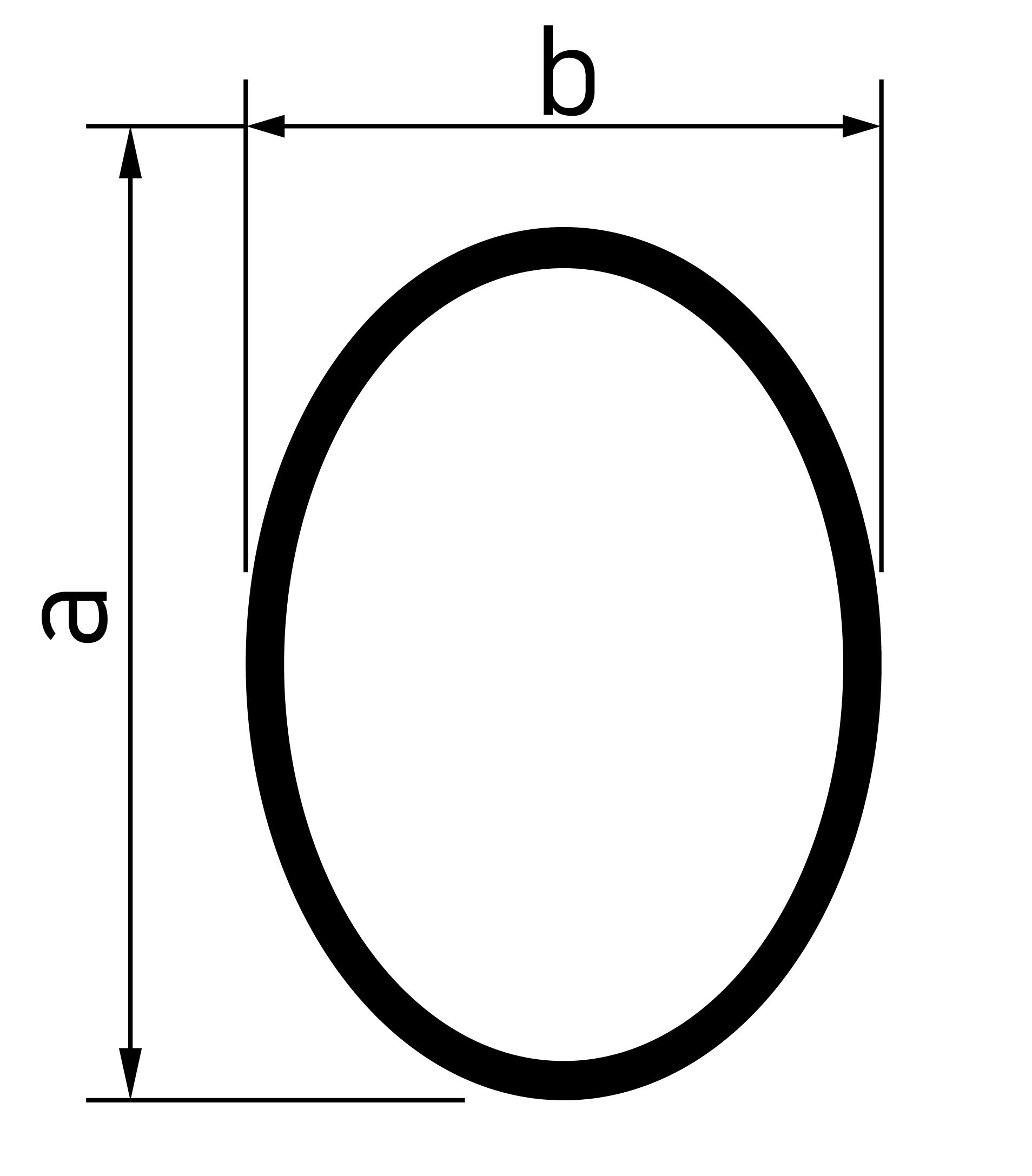 Овальная труба Овальная труба | 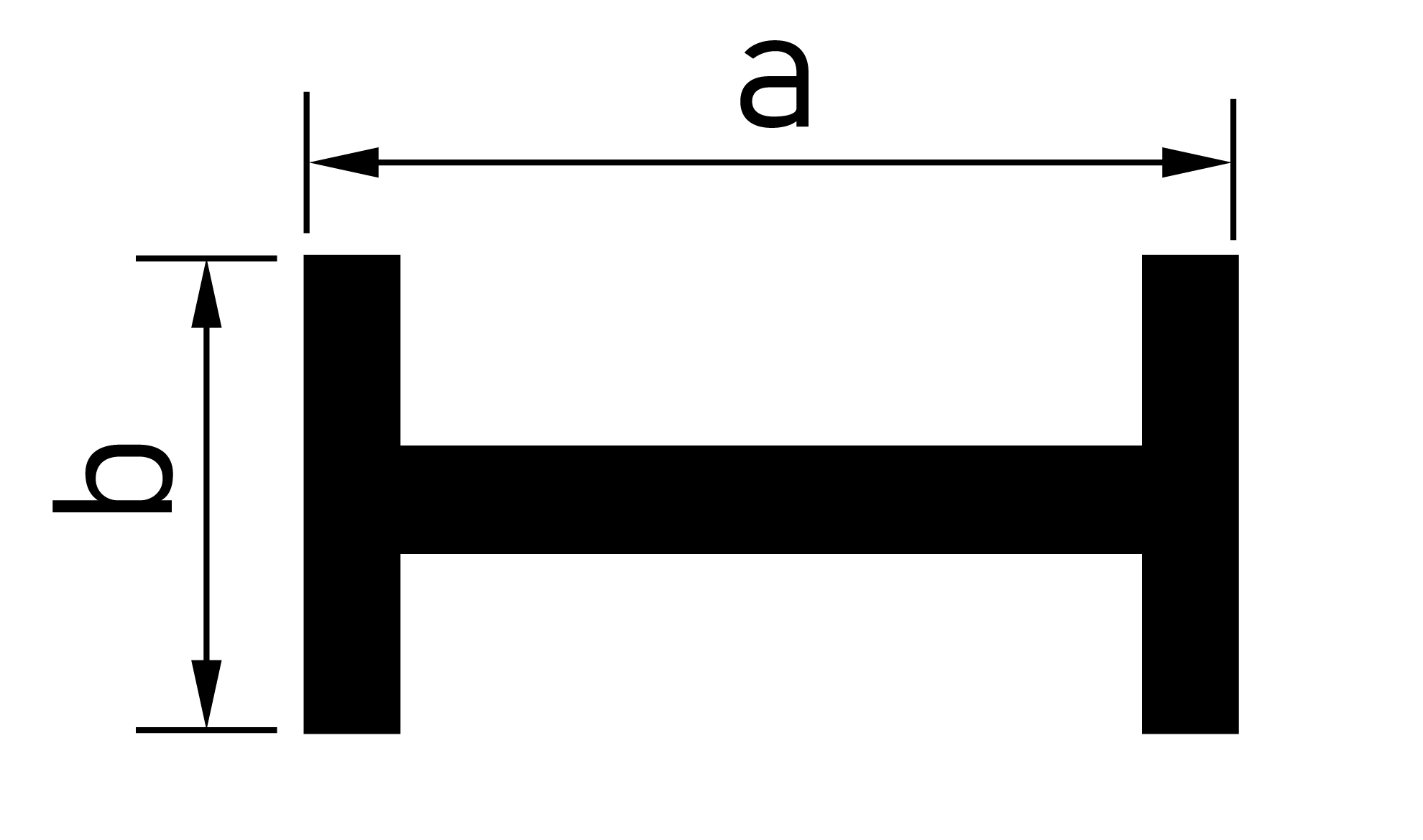 H / двутавр H / двутавр | 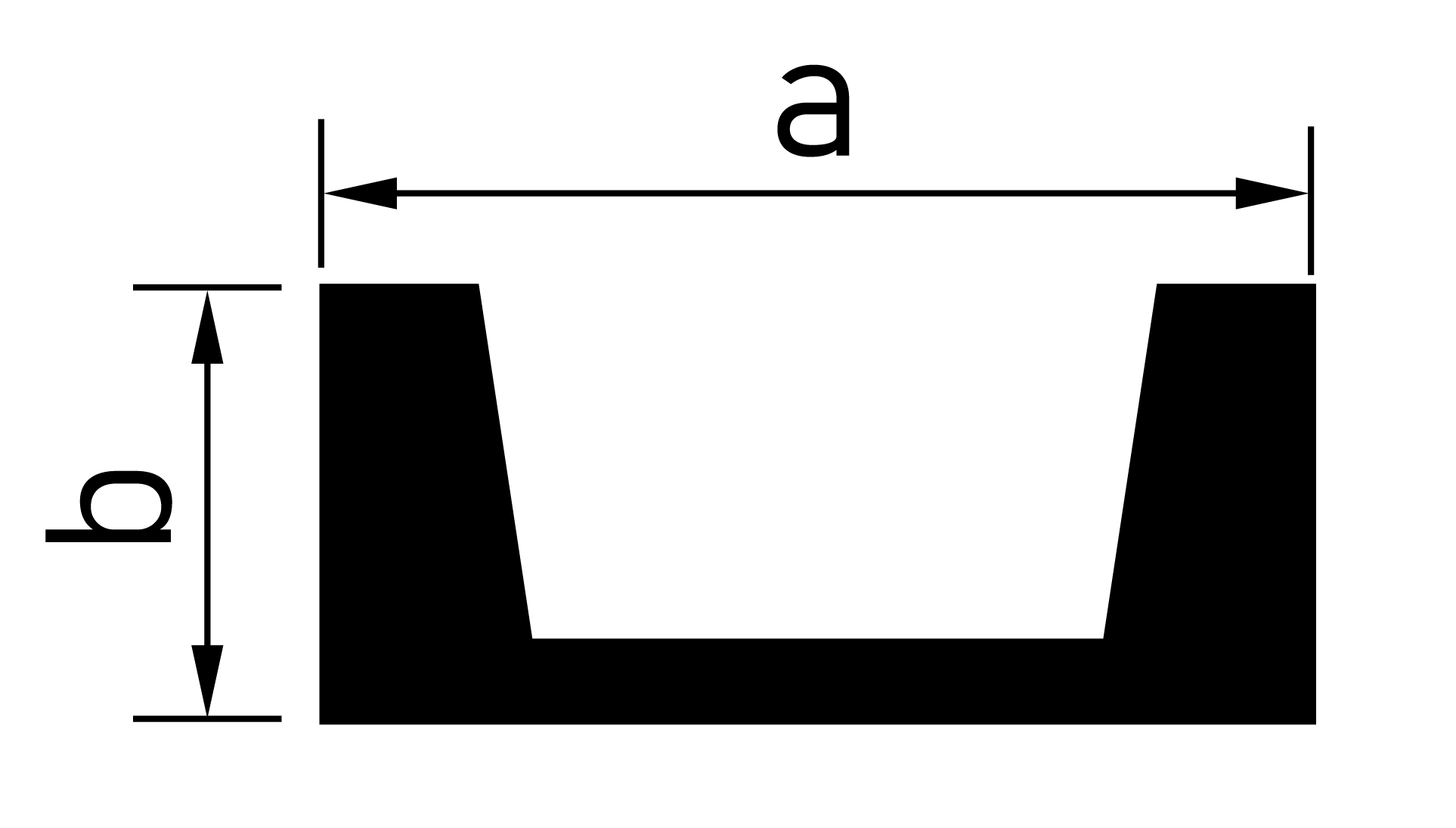 Швеллер Швеллер | 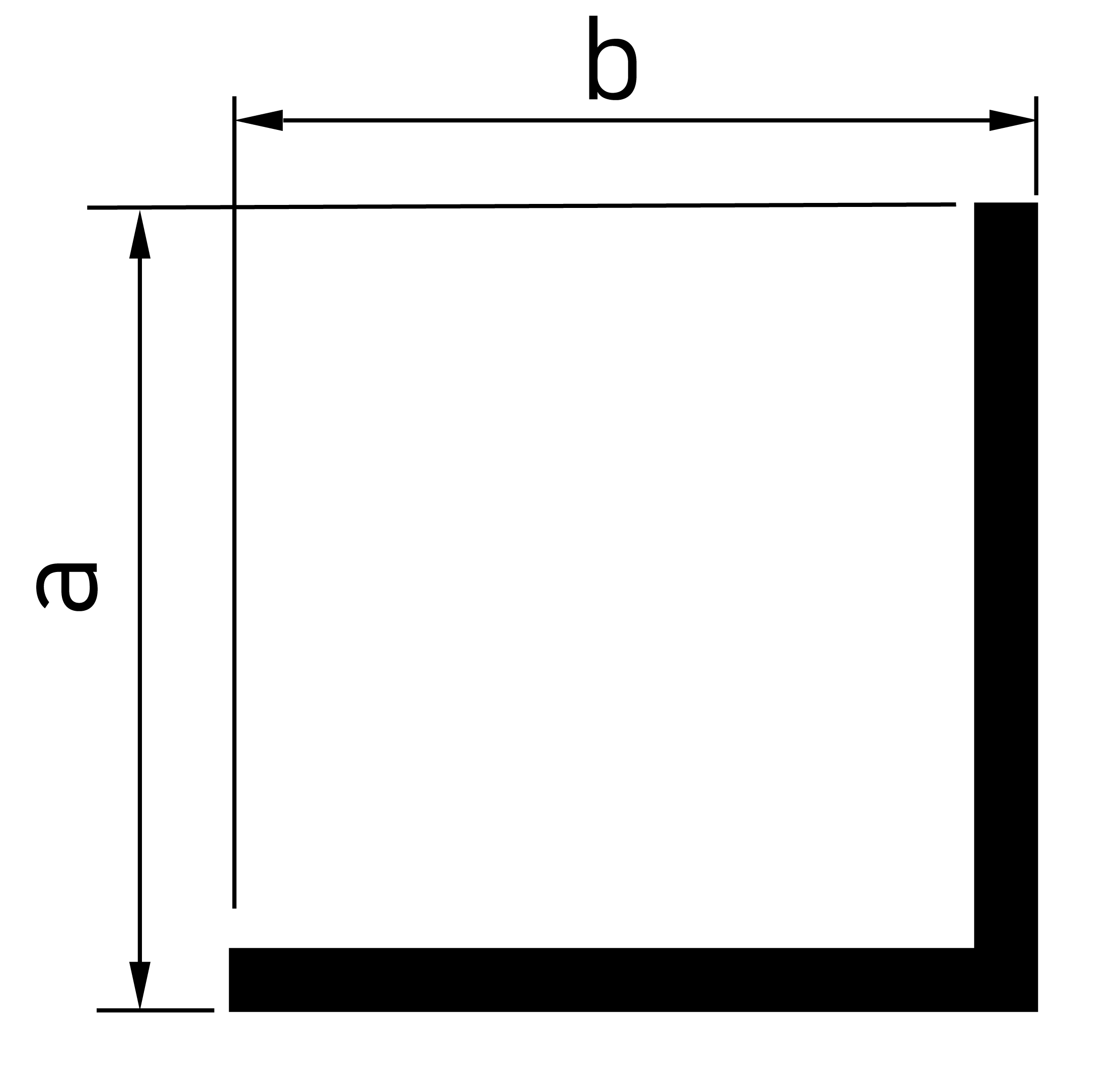 Равнополочный уголок Равнополочный уголок | 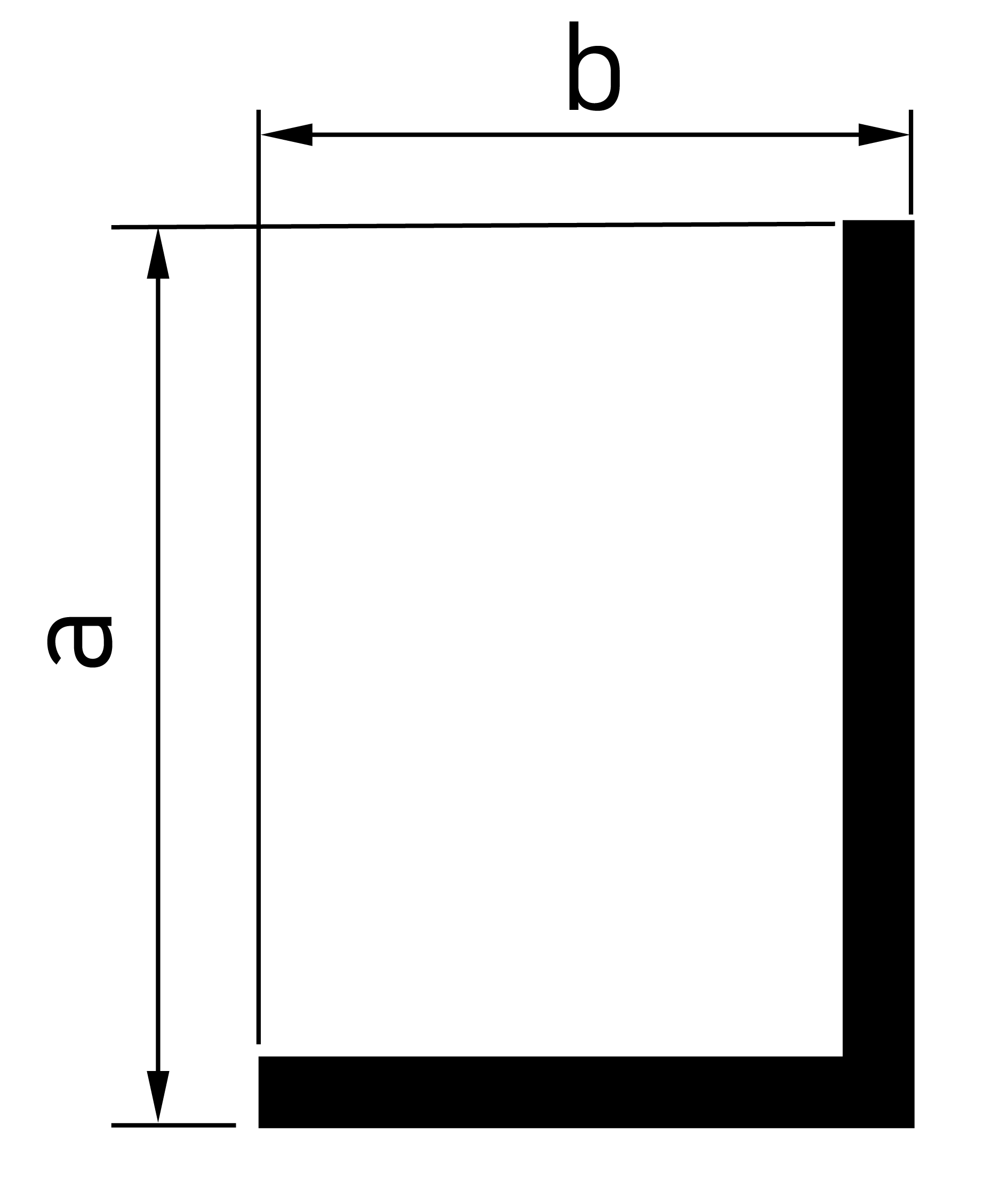 Неравнополочный уголок Неравнополочный уголок |  Полоса Полоса |
|---|---|---|---|---|---|---|---|---|---|
| Остаток трубы | 100 мм | 100 мм | 100 мм | 100 мм | Нельзя | Нельзя | Нельзя | Нельзя | Нельзя |
| Остаток с фаской | 150 мм | 150 мм | 150 мм | 150 мм | Нельзя | Нельзя | Нельзя | Нельзя | Нельзя |
| T160 | a:10-160мм | a:10-160мм | a:10-160мм b:10-160мм | a:10-160мм b:10-160мм | Нельзя | Нельзя | Нельзя | Нельзя | Нельзя |
| T240 | a:10-240мм | a:10-240мм | a:10-240мм b:10-240мм | a:10-240мм b:10-240мм | Нельзя | Нельзя | Нельзя | Нельзя | Нельзя |
| T360 | a:20-360мм | a:20-360мм | a:20-360мм b:20-360мм | a:20-360мм b:20-360мм | Нельзя | Нельзя | Нельзя | Нельзя | Нельзя |
 | |||||||||
 |  |  |
 |
Программное обеспечение TubePro имеет простое управление, ориентированное на пользователя. Реализованы функции, существенно упрощающие и оптимизирующие процесс раскроя. Это такие функции как:
Режимы прожига, гравировки и резки настраиваются оператором по отдельности до начала резки. Оператору не придется останавливать процесс обработки материала, чтобы перенастроить станок и ввести новые установки, т.к. переключение между режимами происходит автоматически, что увеличивает производительность раскройного комплекса.
Для получения качественных острых и прямых углов мощность лазерного излучения автоматически регулируется в зависимости от скорости передвижения оптической головки. При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
Для указанных в библиотеке материалов ПО TubePro производит автоматический расчет времени обработки деталей, полезного использования материала, количества деталей; стоимости одного часа резки, одного метра реза, одной пробивки. Полученные данные существенно упрощают расчет стоимости отдельных деталей и сборок, например, при резке сторонних заказов и расчете себестоимости продукции и отходов.
Функция перемещения прыжками в процессе резки, функция обратной резки, позволяющая вернуться к не прорезанному участку в случае нарушения условий процесса, линейная /круговая интерполяция и функция компенсации ширины реза, функция автоматического или ручного комбинирования.
Во встроенной библиотеке материалов хранятся рекомендуемые настройки станка под определенный материал. Есть функция создания новых материалов. При выборе материала из библиотеки происходит автоматическая загрузка параметров в модули станка. Таким образом, вы избавляетесь от необходимости рутинного ввода различных значений и экономите своё время, повышая производительность.
Функция дистанционной диагностики неисправностей систем станка позволяет свести к минимуму время простоя станка и исключить выездные расходы в случае решения сервисных вопросов, связанных с неправильной настройкой оборудования.
Следует выделить ряд преимуществ П.О:
Автоматическая оптимизация задания раскроя включает в себя ряд автоматических функций П.О:
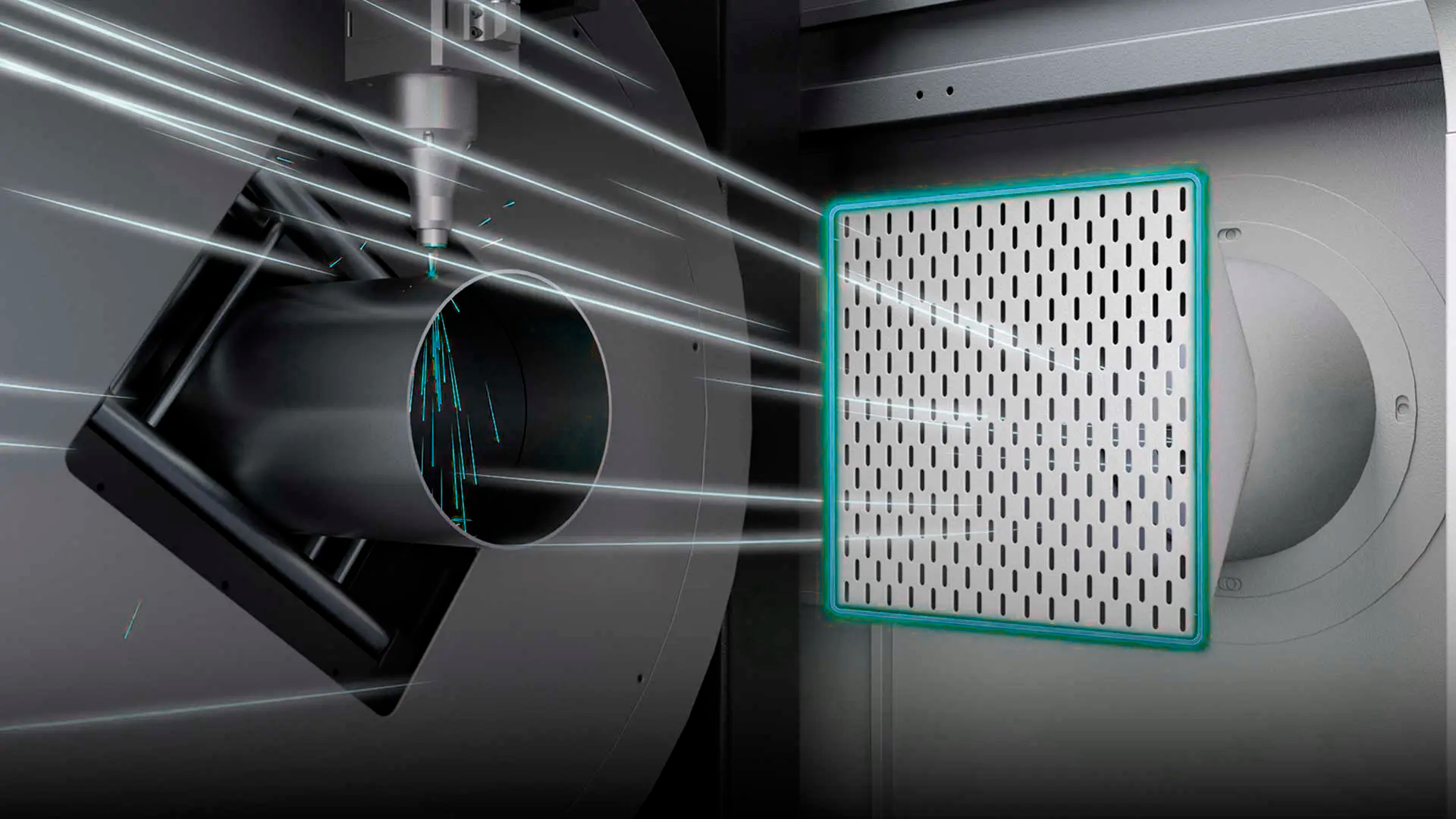
Данная технология оптимизирует обработку тонких металлов. Система осуществляет раскрой не отдельными объектами, а распознает все контуры, лежащие на одной прямой и после режущая голова в высоком темпе проходит всю трубу по определённой прямой. Данная функция значительно экономит время обработки при перфорации трубы.
Позволяет разместить, максимально-необходимое количество деталей на обрабатываемой трубе, также учитывается параметр минимизации отходов. Таким образом, экономится время на подготовке задания. Также опция высчитывает время обработки данного задания. Это позволяет точно высчитать себестоимость готового изделия.
Обеспечивает расстановку охлаждающих точек по контуру детали для предотвращения перегрева обрабатываемой поверхности и облоя в зоне реза. Данная функция актуальна для раскроя металла на низких скоростях, углах и мелких элементах.
Автоматическое размещение перемычек по контуру раскроя. Благодаря данной опции готовое изделие не выпадает после раскроя, а также предотвращает разворот детали перпендикулярно заготовке. Актуально для изготовления декоративных деталей из нержавеющей стали, где царапины недопустимы.
Также доступны функции компенсации толщины лазерного луча, для достижения абсолютно- точных размеров изготавливаемой продукции. Возможность выставлять точки вреза вне контура обработки заготовки под произвольным углом и на разных расстояниях, как в автоматическом так и в ручном режимах.
Управление координатной системой обеспечивается как со стойки ЧПУ, так и с помощью беспроводного пульта, что значительно облегчает позиционирование режущей головы по отношению к заготовке, а также упрощает работу оператора станка.
 Выравнивание торцов одним нажатием | 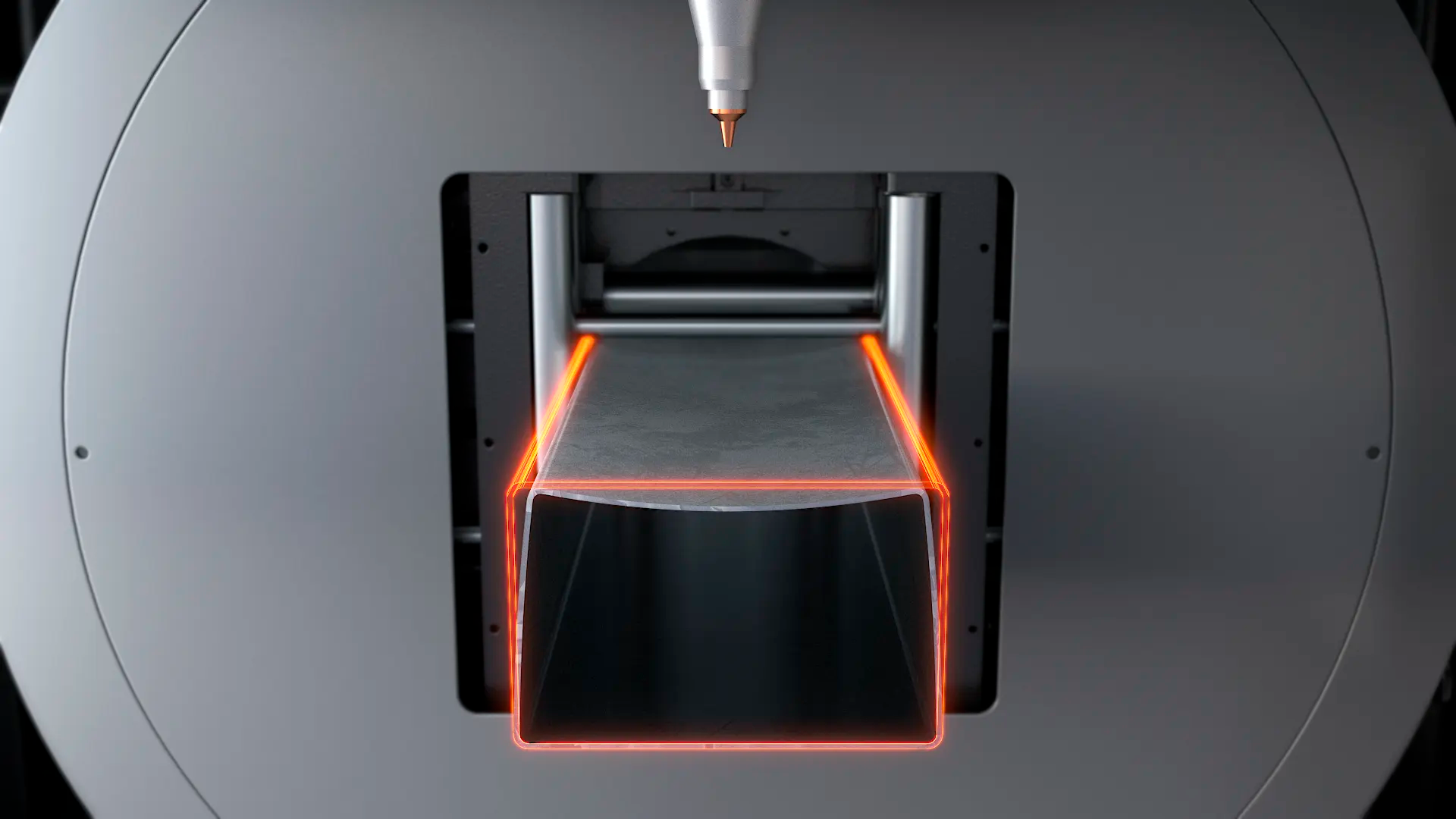 Коррекция контура |
 Автоматическое центрирование заготовки | 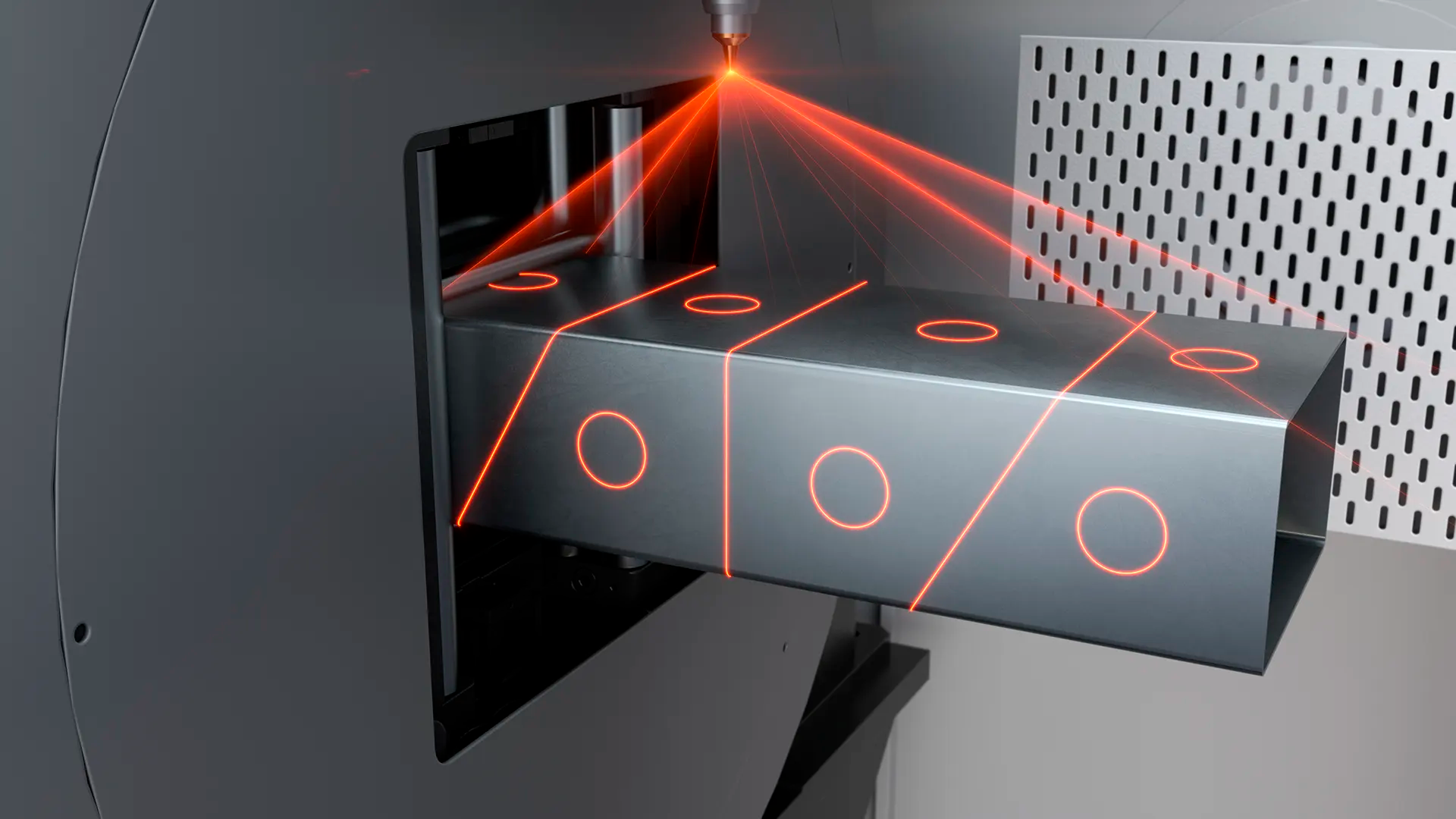 Оптимальное распределение заготовок и резов |
Режущая головка сохраняет постоянное расстояние с заготовкой в процессе резания, это снижает риск столкновений. Станок перестанет резать при малейшем столкновении с препятствием. Это снижает уровень аварийности и улучшает производительность резания.
Сигналы со всех узлов, имеющих обратную связь, поступают на интерфейс через центр управления, когда оборудование работает с ошибкой, и по коду ошибки можно определить неисправность.
| Тип газа | Качество | Чистота газа,% | Содерж-е азота и аргона(N2 +Ar),‰ | Содерж-е воды (H2O),‰ |
| Кислород O2 | 3,5 | ≥99,95 | ≤500 | ≤5 |
| Тип газа | Качество | Чистота газа,% | Содерж-е кислорода(O2),‰ | Содерж-е воды (H2O),‰ |
| Азот N2 | 4,5 | ≥99,995 | ≤10 | ≤5 |
| Азот N2 | 5 | ≥99,999 | ≤3 | ≤5 |
| Электричество | Напряжение тока: 380V Частота: 50 Гц Стабильность напряжения + 5% Регулирование напряжения: <2% |
| Вспомогательный газ | Очищенный сухой сжатый воздух: Кислород (O2) особой чистоты и Азот (N2) чистотой не менее 99,9% |
| Прибор для сжатия воздуха | Давление 14 бар Объем 1 м³ |
| Температура | Диапазон температур в пределах 15-35°C. Компоненты системы не должны подвергаться воздействию прямых солнечных лучей. В случае тропических климатических условий или если температура на рабочем месте поднимается выше 35°С, рекомендуется размещать оборудование в помещении с кондиционером. |
| Влажность | Температура точки росы воздуха должна быть менее 10° для предотвращения процессов конденсации в охлажденных частях машины. |
| Фундамент | Фундамент для станка должен быть ровным и без вибраций |
| Листовой металл | Однородный, ровный и чистый |
экономия энергии и экологичность. Коэффициент фотоэлектрического преобразования составляет 25% — 30%. Расход электроэнергии составляет 20%—30% от общего расхода станка с СО2 лазерами. Волоконная линия передачи не требует отражающей линзы, тем самым снижая расходы на техобслуживание и текущий ремонт;
в соответствии с современными требованиями эргономики. Компактная конструкция, легко адаптируемая к производственным требованиям. Все установки спроектированы с помощью CAD, CAM и CAE – это технологии, состоящие в использовании компьютерных систем для анализа геометрии, моделирования и изучения поведения продукта для усовершенствования и оптимизации его конструкции;
для чертежей резки с автоматически регулируемой скоростью подачи и выходной мощностью для каждого изготавливаемого с помощью ЧПУ изделия;
высокая скорость резки, качественный рез, быстрая перенастройка на различные толщины;
простая и безопасная система смены сопел с сохранением центрирования луча, быстрая замена защитного стекла, автоматический контроль высоты резки, система аварийного оповещения;
 |  |  |
 |  |  |
 |  |
| Лазерный источник | |
| Мощность лазера, Вт | 3000 |
| Источник излучения | Raycus |
| Параметры обработки | |
| Толщина резки (нерж. сталь), мм | 8 |
| Толщина резки (углерод. сталь), мм | 12 |
| Минимальный диаметр круглых труб, мм | 10 |
| Максимальный диаметр круглых труб, мм | 160 |
| Минимальные стороны обработки квадрата, мм | 10 |
| Максимальные стороны обработки квадрата, мм | 160 |
| Максимальная длина заготовки (трубы), мм | 6500 |
| Минимальный остаток по трубе, мм | 100 |
| Максимальный вес трубы, кг | 140 |
| Максимальная длина отрезаемой заготовки, мм | 2000 |
| Зона погрузки | |
| Максимальный вес трубы, кг | 140 |
| Исполнение | |
| Тип патрона | Пневматические |
| Тип поддержки трубы | Ролики |
| Тип станины | Сварная из труб |
| Крепление патрона к станине | Горизонтальное |
| Внешнее исполнение | Открытое |
| Скоростные характеристики | |
| Максимальная скорость вращения патрона, об/мин | 100 |
| Максимальная скорость холостого хода по оси Z, м/мин | 100 |
| Ускорение, G | 1 |
| Мощность сервоприводов по оси X, Вт | 1000 |
| Мощность сервоприводов по оси Y, Вт | 2000 |
| Мощность сервоприводов по оси Z, Вт | 400 |
| Мощность сервприводов по оси W1, Вт | 2900 |
| Мощность сервоприводов по оси W2, Вт | 1500 |
| Точность позиционирования, мм | 0,03 |
| Точность повторного позиционирования, мм | 0,03 |
| Программно-аппаратные характеристики | |
| Программное обеспечение | Cypcut |
| Диагональ монитора, дюйм | 18,4 |
| Электропитание | |
| Потребляемая мощность, кВт | 19 |
| Мощность вытяжного вентилятора, кВт | 1,5 |
| Сила тока, А | 39 |
| Габаритные параметры | |
| Длина станка, мм | 9100 |
| Ширина станка, мм | 1400 |
| Высота станка, мм | 2500 |
| Вес нетто, кг | 2500 |